


详细信息:
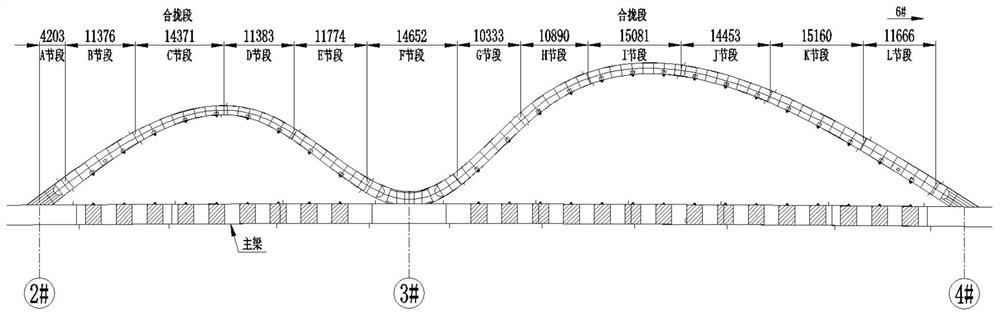
本发明提供了异形截面箱式钢结构流线型钢拱制造方法,通过节段划分;零件放样及下料;单元件制作;钢拱组装;钢拱焊接;防腐涂装;包装运输的步骤对钢拱进行制作并将其运输至施工点进行安装。本发明所述的异形截面箱式钢结构流线型钢拱制造方法,技术指标先进,实用性强,降低了工程成本,提高经济和社会效益;为类似工程的施工积累了经验。1.异形截面箱式钢结构流线型钢拱制造方法,其特征在于:包括以下步骤,S1、节段划分;相邻焊缝需错开间距,间距大于200mm,即分段对接缝顶板、腹部、底板纵向位置错开最少200mm,同时还应避开内部隔板位置,节段共分为13节,依次定义为A端至M段;S2、零件放样及下料;采用计算机三维放样技术,对钢箱梁各构件进行准确放样,其中预拱度在下料编程进行优化,由于钢拱线型的特殊性,各隔板、腹板不可以直接累加预拱数值,需将钢拱成型线型的基准点做出相切圆植入编程后进行叠加,确保部件下料的准确性;S3、单元件制作;考虑到钢拱顶板、底板、腹板的曲线较大,加工单元件后不利于线形控制,因此顶板、底板、腹板加劲肋均采用总成时散装;只有钢拱横隔板需要制作单元件,a)、零件检查:检查零件编号、外形尺寸、板厚;b)、人孔加劲圈装焊:安装隔板人孔加劲圈,加劲圈宽度中心线对齐板厚中心线安装,焊接时先焊接加劲圈与隔板角焊缝,后焊接加劲圈对接焊缝;c)、单元件矫正:将单元件置于检验、矫正胎架上,检查单元件平面度和板边平直度。变形采用火焰矫正,矫正温度控制在600℃~800℃之间,自然冷却,严禁过烧、锤击和水冷;d)、单元检查及标记:检查单元件长度、宽度、对角线、焊接质量、不平度等,合格单元件进行标识后转入存放;S4、钢拱组装;a)、钢拱线型控制:以钢拱设计截面左侧为胎架面,通过在地面放样画地样线,总成时通过地样线控制钢拱线形;b)、钢拱拱梁结合处的制造线型:钢拱在放样时需考虑温度调差,将拱梁结合处按主梁安装实测高程、温度及厂内预组装现场温度计算对比后进行放样;c)、钢拱胎架制造:钢拱胎架采用钢管作为立柱,H型钢作为横梁,槽钢作为模板支撑架,通过控制模板高程来控制钢拱线性,d)、钢拱匹配检查:检查拱肋线形;修正对接端口;修正分段长度;制作梁段标记、标识;e)、钢拱试装:分别以A段、F段、M段拱脚处为基准,分别向拱顶方向依次试装配;钢拱试装时工地测量点要求采用样冲标记在顶板底板上,测量点布置在距离理论端口线300mm处,顶板底板板宽中心线,板边各3个点,样冲标记应清晰准确;测量安装现场2#、3#、4#墩拱脚横梁与拱脚连接处坐标、吊点横梁吊耳处坐标;钢拱各段单件匹配制造时拉索吊耳暂不焊接,检查拉索吊耳位置,并与现场测量数据进行比对,确认无误后待整体验收,验收合格进行焊接;S5、钢拱焊接;隔板单元件制作和顶底腹板对接焊缝均使用埋弧自动焊和CO2气保焊;棱角焊缝和横隔板角焊缝均使用CO2气保焊;定位焊缝焊接和附属设施焊接均使用CO2气保焊和手工电弧焊;为保证钢拱焊缝质量,所有焊缝尽量采用平位焊接;S6、防腐涂装;按照设计涂装体系执行,涂装体系长效性不得低于25年;S7、包装运输;钢拱各节段均为不规则形状,运输发货前需根据外形尺寸、重量进行包装及运输车辆策划,关键部位采用托架支撑,防止构件变形损坏。
本发明提供了异形截面箱式钢结构流线型钢拱制造方法,通过节段划分;零件放样及下料;单元件制作;钢拱组装;钢拱焊接;防腐涂装;包装运输的步骤对钢拱进行制作并将其运输至施工点进行安装。本发明所述的异形截面箱式钢结构流线型钢拱制造方法,技术指标先进,实用性强,降低了工程成本,提高经济和社会效益;为类似工程的施工积累了经验。1.异形截面箱式钢结构流线型钢拱制造方法,其特征在于:包括以下步骤,S1、节段划分;相邻焊缝需错开间距,间距大于200mm,即分段对接缝顶板、腹部、底板纵向位置错开最少200mm,同时还应避开内部隔板位置,节段共分为13节,依次定义为A端至M段;S2、零件放样及下料;采用计算机三维放样技术,对钢箱梁各构件进行准确放样,其中预拱度在下料编程进行优化,由于钢拱线型的特殊性,各隔板、腹板不可以直接累加预拱数值,需将钢拱成型线型的基准点做出相切圆植入编程后进行叠加,确保部件下料的准确性;S3、单元件制作;考虑到钢拱顶板、底板、腹板的曲线较大,加工单元件后不利于线形控制,因此顶板、底板、腹板加劲肋均采用总成时散装;只有钢拱横隔板需要制作单元件,a)、零件检查:检查零件编号、外形尺寸、板厚;b)、人孔加劲圈装焊:安装隔板人孔加劲圈,加劲圈宽度中心线对齐板厚中心线安装,焊接时先焊接加劲圈与隔板角焊缝,后焊接加劲圈对接焊缝;c)、单元件矫正:将单元件置于检验、矫正胎架上,检查单元件平面度和板边平直度。变形采用火焰矫正,矫正温度控制在600℃~800℃之间,自然冷却,严禁过烧、锤击和水冷;d)、单元检查及标记:检查单元件长度、宽度、对角线、焊接质量、不平度等,合格单元件进行标识后转入存放;S4、钢拱组装;a)、钢拱线型控制:以钢拱设计截面左侧为胎架面,通过在地面放样画地样线,总成时通过地样线控制钢拱线形;b)、钢拱拱梁结合处的制造线型:钢拱在放样时需考虑温度调差,将拱梁结合处按主梁安装实测高程、温度及厂内预组装现场温度计算对比后进行放样;c)、钢拱胎架制造:钢拱胎架采用钢管作为立柱,H型钢作为横梁,槽钢作为模板支撑架,通过控制模板高程来控制钢拱线性,d)、钢拱匹配检查:检查拱肋线形;修正对接端口;修正分段长度;制作梁段标记、标识;e)、钢拱试装:分别以A段、F段、M段拱脚处为基准,分别向拱顶方向依次试装配;钢拱试装时工地测量点要求采用样冲标记在顶板底板上,测量点布置在距离理论端口线300mm处,顶板底板板宽中心线,板边各3个点,样冲标记应清晰准确;测量安装现场2#、3#、4#墩拱脚横梁与拱脚连接处坐标、吊点横梁吊耳处坐标;钢拱各段单件匹配制造时拉索吊耳暂不焊接,检查拉索吊耳位置,并与现场测量数据进行比对,确认无误后待整体验收,验收合格进行焊接;S5、钢拱焊接;隔板单元件制作和顶底腹板对接焊缝均使用埋弧自动焊和CO2气保焊;棱角焊缝和横隔板角焊缝均使用CO2气保焊;定位焊缝焊接和附属设施焊接均使用CO2气保焊和手工电弧焊;为保证钢拱焊缝质量,所有焊缝尽量采用平位焊接;S6、防腐涂装;按照设计涂装体系执行,涂装体系长效性不得低于25年;S7、包装运输;钢拱各节段均为不规则形状,运输发货前需根据外形尺寸、重量进行包装及运输车辆策划,关键部位采用托架支撑,防止构件变形损坏。
联系我们
庞蕾
更多推荐
